


سپلائر رونین کی 11 بی 6 اسٹیشن نٹ سابق مشین چھ مراحل پر مشتمل ہے: تار کاٹنے ، اخراج ، مسدس کی تشکیل ، چھدرن ، ایج ٹرمنگ اور حتمی پالش۔ خام مال کو مختلف ٹولز کے درمیان منتقل کرنے کی ضرورت نہیں ہے۔ مشین خود بخود چلتی ہے اور اسے مسلسل نگرانی کی ضرورت نہیں ہوتی ہے۔
11 بی 6 اسٹیشن نٹ سابق مشین اسٹیل کے تار پر عملدرآمد کرتے ہوئے مسلسل چھ ورک سٹیشنوں کے ذریعے تیار گری دار میوے میں۔ یہ کچے تار کے مواد کو کاٹتا ہے اور آہستہ آہستہ اسے پریشان کرنے ، شکل دینے اور ٹیپنگ جیسے عمل کے ذریعے تشکیل دیتا ہے۔ یہ مستقل عمل خودکار چکر میں مکمل کیا جاسکتا ہے۔
نٹ سابقہ مشین نے اپنے چھ اسٹیشنوں کے لئے ملازمت کے اسائنمنٹس طے کیے ہیں: کھانا کھلانے اور کاٹنے کے لئے پہلا اسٹیشن ، ایک گول شکل میں پہلے سے موڑنے کے لئے دوسرا اسٹیشن ، اندرونی گہا پروٹوٹائپ کی تشکیل کے لئے تیسرا اسٹیشن ، شکل ختم کرنے کے لئے چوتھا اسٹیشن ، اندرونی سوراخ اور بیرونی کنارے کو چیمفر کرنے کے لئے 5 واں اسٹیشن ، 6 ویں اسٹیشن کو آخری شکل دینے کے لئے۔
جب 11b 6 اسٹیشن نٹ سابق مشین کو چلاتے ہو تو ، پہلا قدم تار کنڈلی کو لوڈ کرنا ہے۔ مشین خود بخود تار کو کھانا کھلاتی ہے ، لمبائی کے مطابق کاٹتی ہے ، اور تمام چھ تشکیل دینے والے اسٹیشنوں کے ذریعے خالی جگہ لے جاتی ہے۔ ہر اسٹیشن ایک مخصوص تشکیل کا عمل انجام دیتا ہے ، آہستہ آہستہ مکمل نٹ جیومیٹری کی تشکیل کرتا ہے۔
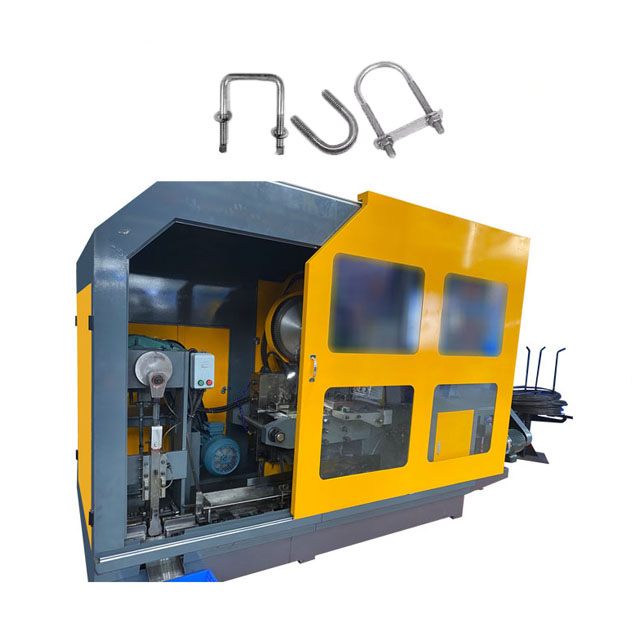
نٹ سابقہ مشین کمرے کے درجہ حرارت پر گری دار میوے کی تشکیل کے ل cold ٹھنڈا فورجنگ ٹکنالوجی کا استعمال کرتی ہے۔ یہ عمل دھات کے مواد کی طاقت کو مؤثر طریقے سے بڑھانے کے لئے سخت کام کرنے والی ٹکنالوجی کا استعمال کرتا ہے جبکہ مادی فضلہ کو کم سے کم رکھتے ہیں۔ اس مشین میں لچکدار افعال ہوتے ہیں اور مختلف قسم کے گری دار میوے کی تیاری کی حمایت کرتے ہیں۔ یہ عام اقسام جیسے ہیکساگونل گری دار میوے اور فلانج گری دار میوے پر کارروائی کرسکتا ہے ، اور مختلف استعمال کی ضروریات کو پورا کرنے کے لئے خصوصی شکل والے گری دار میوے کی تیاری کو بھی اپنی مرضی کے مطابق بنا سکتا ہے۔
| تفصیلات | یونٹ | 11b | 14 بی | 17 بی | 19b | 24 بی | 27 بی | 30b | 33b | 36b | 41 بی |
| فورجنگ اسٹیشن | کارڈ | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| زیادہ سے زیادہ کٹ آف ڈیا | ملی میٹر | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| کک آؤٹ لمبائی | ملی میٹر | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| مرنے والی پچ | ملی میٹر | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| طاقت پیدا کرنا | ٹن | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| پیداوار |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| آؤٹ پٹ | کم سے کم/پی سی | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| مین موٹر | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| چکنا موٹر | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| چکنا کرنے والا | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| تقریبا وزن | ٹن | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11b 6 اسٹیشن نٹ سابق مشین کا فروخت نقطہ "صرف فضلہ کے بغیر کافی" ہے ، اور یہ چھوٹے اور درمیانے درجے کے بیچ کے احکامات کے لئے موزوں ہے۔ اگر آپ وضاحتیں تبدیل کرنا چاہتے ہیں تو ، آپ کو ہر ورک سٹیشن میں سانچوں اور لمبائی کاٹنے کو ایڈجسٹ کرنے کی ضرورت ہے۔ کسی خصوصی ٹیکنیشن کا انتظار کرنے کی ضرورت نہیں ہے۔ مزید یہ کہ ، سرد سرخی میں ، کوئی ضیاع نہیں ہے۔ ایک ہی تار کے استعمال کی شرح 95 ٪ سے زیادہ تک پہنچ سکتی ہے ، جو کاٹنے پروسیسنگ سے زیادہ مادی موثر ہے۔