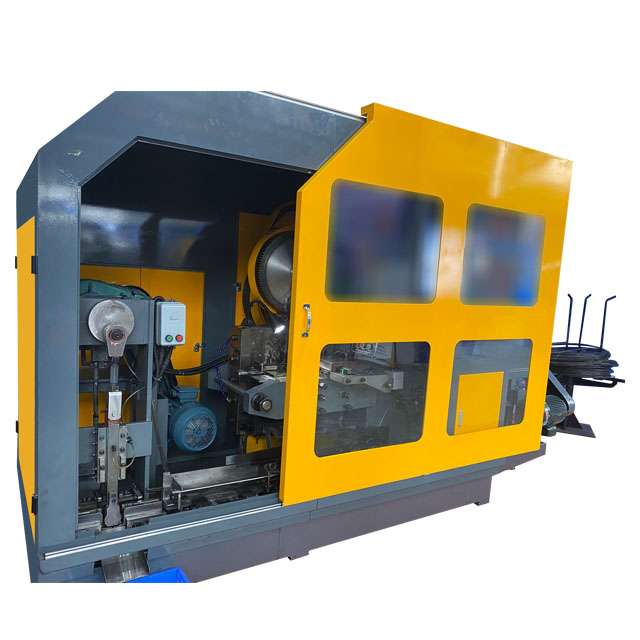



رونن 6 اسٹیشن نٹ سابقہ بنانے والی مشین کو چھ مراحل میں خالی جگہیں بناتے ہیں: تار کاٹنے ، پریشان کن ، ابتدائی تشکیل ، ہیکساگونل فارمنگ ، تراشنا ، حتمی پالش۔ سانچوں کے مابین خالی جگہوں کو منتقل کرنے کی ضرورت نہیں ہے۔ آپریٹرز سپلائر کے لئے مستقل طور پر نگرانی نہیں کرتے ہیں۔
6 اسٹیشن نٹ کی سابقہ بنانے والی مشین آہستہ آہستہ دھات کے تار کو نٹ خالی میں تبدیل کرنے کے لئے چھ لگاتار سرد اخراج اسٹیشنوں کا استعمال کرتی ہے۔ ہر ورک سٹیشن میں سانچوں آزاد ہیں۔ اگر ایک سڑنا خراب ہوجاتا ہے تو ، پورے سیٹ کے بجائے اس کو تبدیل کریں۔ اس سے سانچوں پر بہت زیادہ رقم بچ سکتی ہے۔
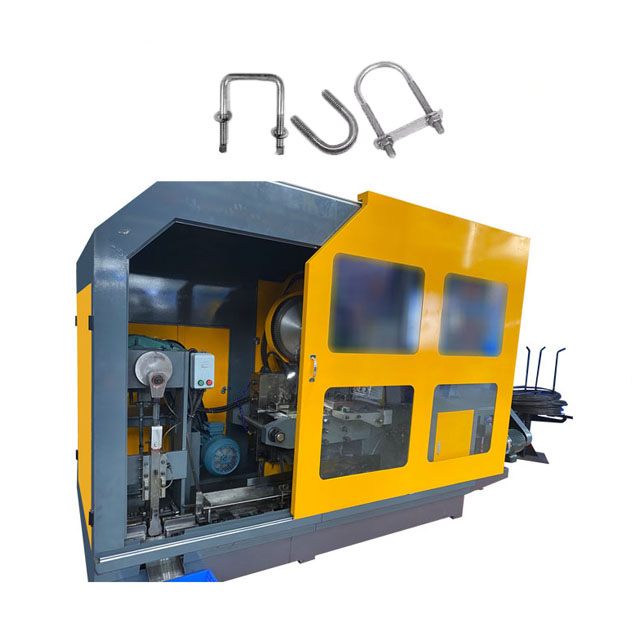
نٹ کی سابقہ بنانے والی مشین چھ مراحل میں گری دار میوے تیار کرتی ہے۔ سب سے پہلے ، اسٹیل کی تار کاٹ دی جاتی ہے ، اور پھر اسے ہر ورک سٹیشن میں بھیجا جاتا ہے۔ مختلف ٹولز خالی جگہ کی تشکیل کرتے ہیں ، اسے مسدس ، کارٹون کے سوراخوں اور دھاگے میں تشکیل دیتے ہیں ، اور آخر میں ایک سادہ بلاک نما حصے کو تیار شدہ نٹ میں تبدیل کرتے ہیں۔ دستی مداخلت کی ضرورت نہیں ہے۔
6 اسٹیشن نٹ کی سابقہ بنانے والی مشین سرد فورجنگ کے عمل کا استعمال کرتی ہے ، جو حرارتی نظام کی ضرورت کے بغیر دھات کو شکل دینے کے قابل بناتی ہے۔ یہ عمل گری دار میوے کو زیادہ مضبوط بناتا ہے اور توانائی کی کھپت کو کم کرتا ہے۔ چونکہ یہ دھات کو کاٹنے کے بجائے اس کی جگہ لے کر گری دار میوے کی تشکیل کرتا ہے ، لہذا پیدا ہونے والے فضلہ کی مقدار بھی بہت کم ہے۔
نٹ سابق بنانے والی مشین کی بحالی میں عام طور پر کارٹون اور سڑنا شامل ہوتا ہے۔ دھات کی تشکیل کے دوران ہائی پریشر کی وجہ سے یہ اجزاء ختم ہوجائیں گے اور انہیں باقاعدگی سے تبدیل کرنے کی ضرورت ہے۔ مستحکم اور اعلی معیار کے گری دار میوے تیار کرنے کے ل the ، یہ ضروری ہے کہ سڑنا اچھی حالت میں رکھیں۔
| تفصیلات | یونٹ | 11b | 14 بی | 17 بی | 19b | 24 بی | 27 بی | 30b | 33b | 36b | 41 بی |
| فورجنگ اسٹیشن | کارڈ | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| زیادہ سے زیادہ کٹ آف ڈیا | ملی میٹر | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| کک آؤٹ لمبائی | ملی میٹر | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| مرنے والی پچ | ملی میٹر | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| طاقت پیدا کرنا | ٹن | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| پیداوار کا سائز |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| آؤٹ پٹ | کم سے کم/پی سی | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| مین موٹر | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| چکنا موٹر | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| چکنا کرنے والا | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| تقریبا وزن | ٹن | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
6 اسٹیشن نٹ کی سابقہ بنانے والی مشین کا فروخت نقطہ "ملٹی اسٹیشن فائننگ" ہے ، جو اضافی عمل کی ضرورت کے بغیر قدرے زیادہ پیچیدہ گری دار میوے تیار کرنے کے قابل بناتا ہے۔ مثال کے طور پر ، چھوٹے چھوٹے اقدامات والے گری دار میوے ، اور کناروں پر اینٹی پرچی پیٹرن والے گری دار میوے۔ ہیکساگونل نٹ کے مخالف فریقوں کی لمبائی 0.06 ملی میٹر کی غلطی میں کنٹرول کی جاسکتی ہے ، اور بولٹ کو سخت کرتے وقت یہ پھنس نہیں پائے گا۔