




رونین اسکوائر نٹ بنانے والی مشین مینوفیکچروں کو دھات کے خالی جگہوں کو مربع گری دار میوے میں شکل دینے میں مدد کرتی ہے۔ یہ سب سے پہلے خام مال کو ایک مربع میں تشکیل دیتا ہے ، پھر اندرونی دھاگوں کو شامل کرتا ہے۔ صرف خام مال کو فیڈر میں لوڈ کریں اور سائز طے کریں۔
مربع نٹ بنانے والی مشین خاص طور پر مربع نٹ خالی جگہوں پر دھات کے تار کو دبانے کے لئے ڈیزائن کی گئی ہے۔ اس کے لئے حرارتی نظام کی ضرورت نہیں ہے۔ اس کے بجائے ، یہ براہ راست کسی سڑنا کے ذریعے نچوڑ کر تشکیل دیا جاتا ہے ، اور یہ عمل بہت مستقل ہے۔ کاربن اسٹیل ، سٹینلیس سٹیل اور تانبے کے تار پر سب پر کارروائی کی جاسکتی ہے۔
مربع نٹ بنانے والی مشین ایک ٹھنڈا جعلی پریس ہے جو مربع گری دار میوے کی تیاری کے لئے استعمال ہوتا ہے۔ یہ اسٹیل کے تار کا استعمال کرتا ہے ، اسے سیدھا کرتا ہے ، اسے عین مطابق خالی جگہوں میں کاٹتا ہے ، اور پھر ان خالی جگہوں کو مربعوں میں ٹھنڈا کرنے کے لئے زیادہ دباؤ کا استعمال کرتا ہے۔ اس عمل میں دھات کو پریشان کرنا اور مواد کو گرم کیے بغیر مرکزی سوراخ پر مکے لگانا شامل ہے ، اس طرح تھریڈ پروسیسنگ کے لئے موزوں نٹ خالی بناتا ہے۔
مربع نٹ بنانے والی مشین تار یا شیٹ میٹریل سے شروع ہوتی ہے۔ کسی بھی موڑ کو ختم کرنے کے ل The غیر منقولہ مشین تار کو سیدھے کرنے والے آلے میں کھلاتی ہے۔ اس کے بعد ، صحت سے متعلق مونڈنے والی مشین تار کو ایک خاص لمبائی کے خالی جگہوں میں کاٹتی ہے۔ ان خالی لمبائیوں کی مستقل مزاجی بہت ضروری ہے کیونکہ یہ مربع نٹ کے جسم کو صحیح سائز میں شکل دینے کے لئے استعمال ہونے والی دھات کی مقدار کا تعین کرتی ہے۔
مشین سخت ٹول اسٹیل سانچوں اور مکے پر انحصار کرتی ہے۔ گری دار میوے کے بیرونی طول و عرض کی وضاحت کرنے کے لئے سانچوں میں مربع گہا ہوتے ہیں۔ یہ سانچوں کو عام طور پر نمایاں لباس کا سامنا کرنا پڑتا ہے ، خاص طور پر تیز کونوں میں۔ مربع شکل کے معیار کو برقرار رکھنے اور مؤثر طریقے سے مصنوعات کی نقائص سے بچنے کے ل ، ، باقاعدگی سے سڑنا معائنہ ، منظم دیکھ بھال اور عین مطابق پیسنا بہت ضروری ہے۔
| تفصیلات | یونٹ | 11b | 14 بی | 17 بی | 19b | 24 بی | 27 بی | 30b | 33b | 36b | 41 بی |
| فورجنگ اسٹیشن | گلے | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| زیادہ سے زیادہ کٹ آف ڈیا | ملی میٹر | 11 |
15 |
17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| کک آؤٹ لمبائی | ملی میٹر | 20/30/40 | 20/30/40 |
25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| مرنے والی پچ | ملی میٹر | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| طاقت پیدا کرنا | ٹن | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| پیداوار کا سائز |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| آؤٹ پٹ | کم سے کم/پی سی | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| مین موٹر | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| چکنا | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| چکنا کرنے والا | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| تقریبا وزن | ٹن | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
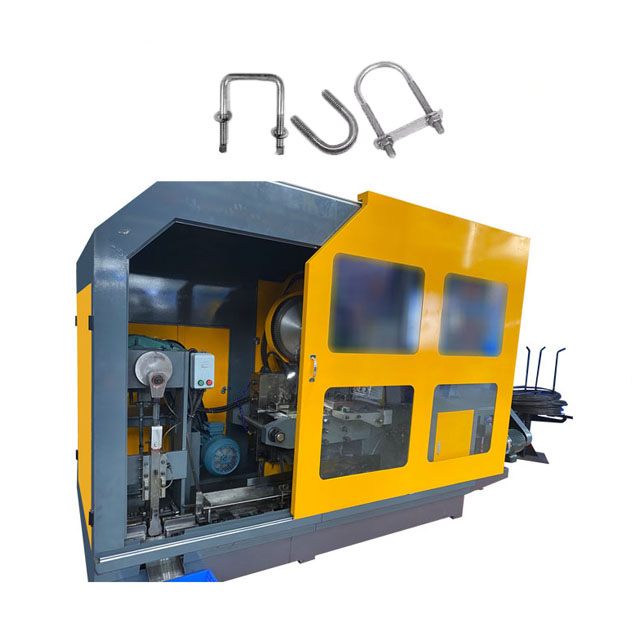
مربع نٹ بنانے والی مشین کا بیچنے والا نقطہ یہ ہے کہ یہ خاص طور پر مربع گری دار میوے کی تیاری کے لئے ڈیزائن کیا گیا ہے ، جس میں بالکل تشکیل شدہ شکلیں اور اہم مادی بچت ہے۔ اس کا مولڈ خاص طور پر مربع گری دار میوے کے طول و عرض کے مطابق بنایا گیا تھا۔ دبے ہوئے گری دار میوے میں ہر طرف ہموار سطحیں ہیں اور کونے بھی مربع ہیں۔ یہ سرد اخراج ہے۔ اضافی مواد کو کاٹنے کی ضرورت نہیں ہے۔ تار کے استعمال کی شرح 90 ٪ سے زیادہ تک پہنچ سکتی ہے ، جس کا مطلب ہے کہ پروسیسنگ کاٹنے کے مقابلے میں بہت کم مواد ضائع ہوتا ہے۔